ねじの熱処理
ねじ部品は材料をねじ加工して製品になるものもあれば、熱処理をおこなって強度や靭性を高めることがあります。ねじの熱処理は高強度の六角ボルトや六角穴付きボルトなどに行われることが多いです。
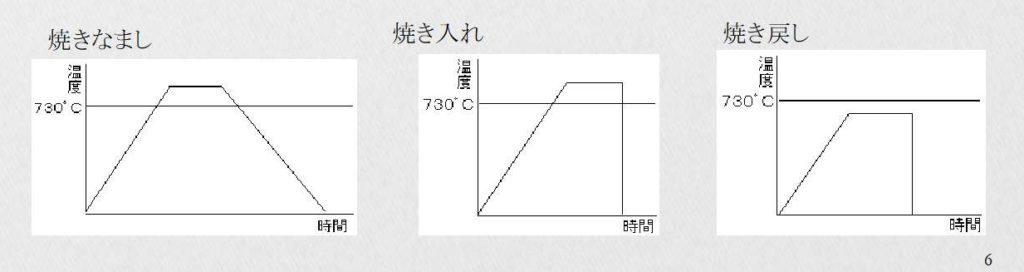
ねじの熱処理の方法は「焼きならし」「焼きなまし」「焼き入れ」「焼きもどし」と大きく分けて4種類あります。
「焼きならし」「焼きなまし」「焼き入れ」「焼きもどし」とは
| 名称 | 工程 | 効果 |
| 焼きならし(N) | 鉄鋼を適当な温度に加熱した後に大気中で冷やします。 | ・金属組織の不均一を改善 |
| 焼きなまし(A) | 鋼を730℃以上に熱くしてゆっくり冷します。 | ・金属組織の改善・金属を軟化させる・残留応力除去 |
| 焼き入れ(Q) | 鋼を730℃以上に熱くして急冷します。 | ・金属を硬くする |
| 焼き戻し(T) | 鋼を730℃以下に熱くして急冷します。 焼き戻し温度が低いほど鋼は硬くなります。 | ・金属組織の安定・粘りを出す |
実際にねじによく使われる熱処理について
鉄の場合
| 名称 | 工程 | 効果 | 用途 |
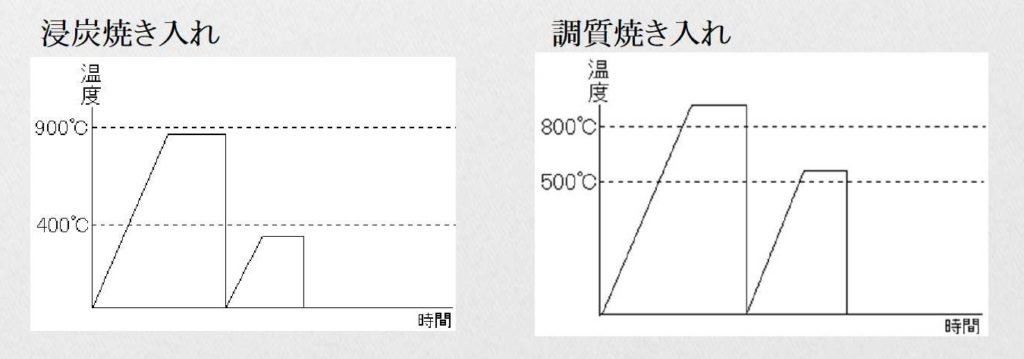
| 浸炭焼き入れ | 熱処理される鋼に炭素を与えるガス層の中で「焼き入れ」を行い、その後、「焼き戻し」を行う (時間にして平均1時間ほどの処理) | タッピングビスに必要な鋼の表面の硬さを得られます硬くなった層のことを「浸炭層」と呼びます | SWCH12A~18A タッピングビス ドリルネジ |
| 調質焼き入れ | 800℃~900℃で「焼き入れ」後、450℃~550℃で 「焼き戻し」する (時間にして平均1時間ほどの処理) | 高強度のボルトに必要な硬さと粘りを得られます | S35C~S50C,SCM435等 高強度ボルト ハイテンボルト 六角穴付きボルト |
ステンレスの場合
| 名称 | 工程 | 用途 |
| 真空窒化焼き入れ | 金属酸化を防止するために真空中で加熱し、表面効果のための窒化処理とチッソガスによる焼き入れを行う。その後焼き戻し処理を行い脆性を回復させる処理 | SUS410タッピング類 SUS440C、SUS420J2等 |
いまさら聞けない熱処理Q&A
- オーステナイト系に焼き入れすると?
- 一般に小ねじやボルトによく使われるSUS304(305)やXM-7などのオーステナイト系材質に焼き入れを施すと逆に柔らかくなります。(これを固溶化とよびます)この処理は主に圧造性、耐食性を向上させたり応力除去させたいときに用います。
- 「ヤキパシ」とは?
- 「焼き入れ後パシペート処理」を施していることをしめしています。パシペート処理とはステンレスをさびにくくする酸化クロム被膜(不動態被膜)を希硝酸に浸すことで科学的に作らせる処理のことで、基本的に錆びやすいSUS410の製品には焼き入れ処理後にこのパシペート処理が施されます。
- ベーキングとは?
- 水素脆性を防ぐために180~200度で3~4時間ほど過熱して金属内部の水素を追い出す処理のことで、一般にタッピングや高炭素鋼に対し電気亜鉛メッキ後に行われます。(焼き入れ処理とは別の処理を示します)
- 調質とは?
- 一般に「無酸化焼き入れ焼き戻し」のことを示します。S45Cナットやピンなどでよく(H)と表すことがありますが、この(H)とは焼き入れを表す「ハード」の頭文字をとったものです。ちなみに(A)は焼き入れをしていない生地のままを表す「アニール」の頭文字をとったものです。